Повреждаемость фрикционных планок
В эксплуатации в результате перемещения клина происходит износ фрикционной планки и на ее трущейся поверхности образуется углубление (рис. 2.5).
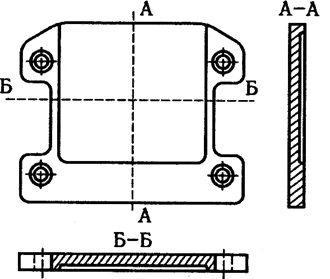
Рис. 2.5. Износ фрикционной планки
Буртики, образующиеся при износе, ограничивают перемещение клина при больших величинах возмущающих сил со стороны пути и вызывают жесткие удары фрикционного клина в нижнюю кромку углубления. Это часто приводит к ослаблению и обрыву заклепок фрикционной планки. Поэтому допускаемая величина износа планок должна быть ограничена.
Износ фрикционных планок при деповском ремонте допускается не более 3 мм, а при капитальном — они заменяются новыми. Планки, имеющие больший износ, заменяются новыми или отремонтированными. Наплавка разрешена при износе до 8 мм.
Неисправные фрикционные планки могут наплавляться специальными электродами марки ЭН-18Г4-35 или ЭН-15ГЗ-25 с последующей механической и термической обработкой. Твердость после термообработки должна быть не ниже 286 НВ.
В случае обнаружения ослабших заклепок крепления фрикционной планки к боковой раме эти заклепки необходимо срезать и ставить новые. Запрещается выпускать из ремонта боковые рамы, у которых ослабшие заклепки заварены, подтянуты или подчеканены.
Также запрещается выпускать из ремонта боковины с приваренными электросваркой фрикционными планками, так как оба эти метода не обеспечивают прочности крепления планок.
Повреждаемость фрикционных клиньев
Фрикционные клинья изнашиваются по вертикальной плоскости о фрикционную планку, а наклонные плоскости о надрессорную балку. Обе плоскости изнашиваются неравномерно.
Вертикальная плоскость больше изнашивается по краям и меньше в середине. Это происходит в результате взаимного забегания боковых рам тележки при движении вагона. Наклонная плоскость изнашивается менее интенсивно, но также неравномерно. Анализ показывает, что интенсивность износа фрикционных клиньев с течением времени увеличивается.
Фрикционные клинья, имеющие износы вертикальной и наклонной поверхностей более 3 мм при деповском ремонте, должны ремонтироваться наплавкой с последующей механической обработкой или заменяться новыми. Наплавка разрешена при условии, что толщина оставшейся части стенок не менее 5 мм. При капитальном ремонте необходимо устанавливать новые клинья.
Вертикальные плоскости фрикционных клиньев допускается ремонтировать приваркой планок с последующей механической обработкой. Для этого производят обработку вертикальной стенки на фрезерном или строгальном станке до толщины 6 мм. В нижней части вертикальной стенки выполняют фаску под углом 45°.
После подготовительных работ к вертикальной стенке устанавливают планку из листовой стали Ст.З или низколегированной стали толщиной 10 мм. В планке должны быть просверлены 5 отверстий в шахматном порядке по всей плоскости. После плотного прижатия планки завариваются электрозаклепками по отверстиям, а затем планка приваривается к клину по периметру. Приварку проводят электродами Э46 или Э42А диаметром 4 .5 мм. Катет швов должен быть 8 .10 мм.
Повреждаемость надрессорных балок
В настоящее время эксплуатация вагонного парка происходит в условиях повышенного использования грузоподъемности вагона и высоких скоростей движения. В результате даже при движении по прямолинейным участкам с V=11 м/с сила инерции достигает значений, достаточных для отрыва пятников от плоской поверхности подпятника.
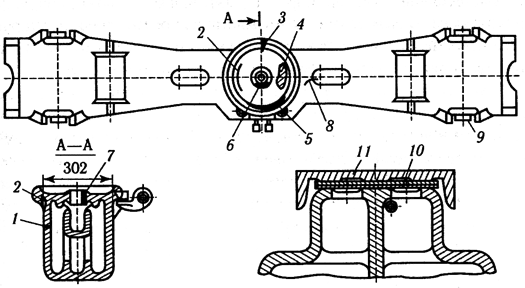
Рис. 2.6. Износы и повреждения надрессорных балок
В результате возможно краевое опирание пятника и перераспределение нагрузок по подпятнику и, как следствие, повышенная повреждаемость в зоне подпятников. На рис. 2.6 представлены наиболее характерные усталостные повреждения подпятника.
Трещина 1 опорной колонки является следствием дефектов литейного происхождения. Эти трещины в соответствии с инструкцией разрешается заваривать при условии, что трещина расположена в нижней части колонки (h < 250 мм), доступна для разделки и длина ее составляет не более половины длины периметра сечения колонки в данном месте. Выявляют эти трещины через технологические окна верхнего и нижнего поясов с подсветкой. Кольцевые трещины 2 являются следствием краевого опирания пятника на подпятник особенно при дополнительном воздействии центробежных и ветровых нагрузок на кузов вагона. Как правило, эти трещины зарождаются в зонах подпятников, расположенных по поперечной оси вагона. Заваривать кольцевые трещины разрешается при условии, что длина ее не превышает 250 мм и не переходит через наружный борт на плоскость верхнего пояса.
Еще о транспорте:
Проектирование продольного профиля
Определение величины рекомендуемой рабочей отметки Продольный профиль – это графическое изображение разреза дороги вертикальной плоскостью, проходящей через ее ось. Рекомендуемая рабочая отметка насыпи, которой следует придерживаться при проектировании продольного профиля дороги, устанавливается в ...
Расчет крепления каната
Предусматриваем крепление каната к барабану двумя прижимными планками. Натяжение закрепленного каната: ; (26) где f - коэффициент трения каната о барабан, f = 0,16; α - угол обхвата барабана, α = 3π; e - основание натурального логарифма, e = 2,71; F - максимальное усилие натяжения ка ...
Формирование функций R и T
Первым этапом решения задачи является аппроксимация функций R(V) и T(V). При этом по заданным таблицам этих функций необходимо: построить на экране дисплея графики этих функций (в виде точек); выбрать класс аппроксимирующей функции (если выбран полином, то необходимо выбрать его степень по характер ...
Главное Меню
- Главная
- Транспорт и туризм
- История развития кораблестроения
- Транспортная травма
- История спортивного автомобилестроения
- Двигатель автомобиля
- Пассажирские перевозки
- Информация