Технологический процесс ремонта тележек модели 18-100
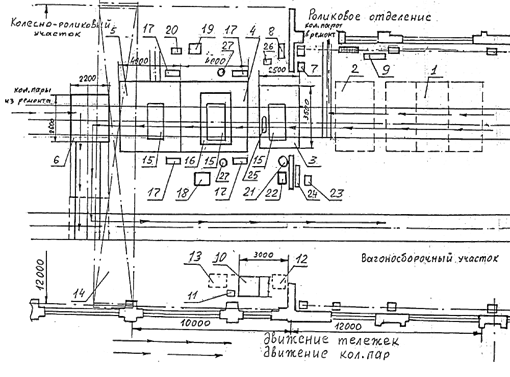
рис. 5 Схема участка по ремонту тележек
Ремонт тележек будем производить по способу замены неисправных частей и деталей заранее отремонтированными или новыми соответствующего типа.
I позиция: начинается разборка двухосной тележки перед моечной машиной, рама тележки снимается с колесных пар кран-балкой, а колесные пары поочередно передаются в колесно-роликовый участок для ремонта.
После снятия рамы с колесных пар она помещается на позицию накопления тележек (1, рис.5)
II позиция: производится очистка тележек (2, рис.5), рама очищается и перемещается на поточную линию для дальнейшей обмывки в моечной машине (3, рис.5), откуда поступает на позицию ремонта тележек (4, рис.5).
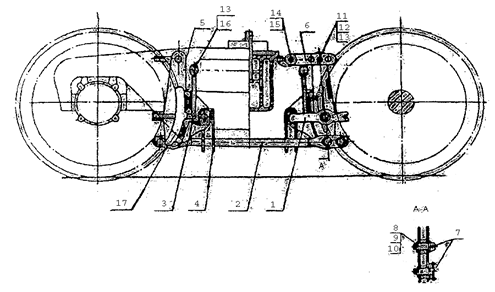
III позиция: Разборка рамы двухосной тележки производить в следующей последовательности:
- выбить чеки и снять тормозные колодки 17, предохранительные скобы 4;
- снять шплинты 7, 10;
- снять шайбы 9, выбить валики 8, снять вертикальные рычаги 5 и распорную тягу 2;
- выбить шплинты 15, снять шайбу и валики 14, снять серьгу мертвой точки 6, после удаления шплинта 11, шайбы 12 и валика 13;
- вынуть проволоку предохранительных шайб, снять шайбы;
- выбить шплинт 13 валика 16, валики 16, опустить триангель 1 на предохранительные папочки боковин рамы;
- снять подвески 3 тормозного башмака, снять триангель 1 (одно временно снимают и второй триангель и передают на позицию их ремонта);
- вынуть шкворень 18, приподняв краном или пневматическим подъемником с кантователем надрессорную балку 19, снять клинья фрикционные 20, снять пружинные комплекты 21;
- удалить шплинт 23, свинтить гайку 24 с болта 25 и вынуть его, снять резинометаллический комплект 26, балку опорную 34;
- снять контактную планку 27, регулировочную планку 28;
- удалить шплинт, свинтить гайку 29, снять шайбу 31, болт 32, снять колпаки 33;
- боковины рамы тележки при помощи подъемников с кантователями снимаются с надрессорной балки;
- надрессорная балка остается на подъемнике - кантователе.
IV позиция: производится контроль сборочных единиц и диагностика.
Триангели рычажной передачи тележек испытывают на растяжение на стенде ОР-12921 после производства их ремонта.
Детали тележек подвергаются неразрушающему контролю магнитопорошковым, вихретоковым, феррозондовым методами.
Перечень деталей тележек, подвергаемых неразрушающему контролю:
- боковая рама тележки, вихретоковый контроль, феррозондовый контроль, при всех видах планового ремонта вагонов, до и после ремонта боковых рам сваркой.
При поступлении в ремонт и выпуске из ремонта боковых рам с наплавленными опорными поверхностями установить порядок контроля восстановленной опорной поверхности двумя видами дефектоскопов под контролем ВПВ;
- надрессорная балка, вихретоковый, феррозондовый, при всех видах планового ремонта вагонов, до и после ремонта надрессорных балок сваркой;
- шкворень, МПК, при всех видах планового ремонта вагонов;
- подвеска тормозного башмака грузовых вагонов, МПК, при всех видах планового ремонта вагонов;
- тяга тормозная, МПК, при капитальном ремонте вагонов, при изготовлении и ремонте деталей сваркой.
Дефектация составных частей и деталей тележек грузовых вагонов должна производиться после проведения неразрушающего контроля.
Дефектацию проводят визуальным и инструментальным способами. Наличие трещин во всех деталях тележек не допускается, помимо трещин, которые устраняются при плановых видах ремонтов в соответствии с действующей документацией.
Литые детали тележек, имеющие износы, превышающие допустимые, подлежат ремонту сваркой и наплавкой с последующей механической обработкой до чертежных размеров (кроме опорных поверхностей буксовых проемов боковой рамы).
Нетиповые чеки крепления тормозных колодок, шайбы крепления рычажной передачи тележек заменяют типовыми, а шплинты - новыми. Шарнирные соединения рычажной передачи смазывают в соответствии с требованиями, изложенными в "Инструкции по ремонту тормозного оборудования вагонов", ЦВ-ЦЛ-292.
Зазор в шарнирном соединении в рычагах рычажной передачи допускается не более 3 мм при деповском и 1,3 мм при капитальном ремонтах. При текущем отцепочном ремонте и в эксплуатации этот зазор не проверяется.
Шкворни, имеющие трещины, подлежат замене. Износ шкворней по диаметру допускается не более 3 мм, а изгиб не допускается.
Разница баз боковых рам допускается не более 2 мм.
V позиция: позиция начала сборочных работ.
На сборку поступают отремонтированные и скомплектованные узлы и детали тележек, проверенные бригадирами, мастерами, ВПВ.
Сборка рамы тележки производится в обратной последовательности:
Надрессорная балка устанавливается на подъемник - кантователь, боковины надвигают, на балку; при помощи специальных приспособлений или при помощи кран—балки навешивают на концы надрессорной балки. Устанавливают на боковины рамы скомплектованные пружины, фрикционные клинья на наиболее высокие пружины, опускают надрессорную балку на пружинно-фрикционный рессорный комплект.
Еще о транспорте:
Определение производственной программы по перевозкам для
транспортной сети
Количество автомобилей в эксплуатации определяется по формуле Аэобщ = Аэ1+ Аэ2 + Аэ3 + . +Аэn, ед, (19) где Аэn - количество автомобилей в эксплуатации на n-ом маршруте. Аэобщ = 4,22+ 7,88 + 2,68 Аэобщ =14,78 (ед) Списочное количество автомобилей определяется по формуле Асп= Аэобщ/αв, ед, (20) ...
Материалы и допускаемые напряжения
Детали и узлы вагона воспринимают значительные статические и динамические нагрузки в течение эксплуатации. На основании накопленного опыта эксплуатации и исследования ВНИИЖ вагоны изготавливают из сталей, имеющих следующие характеристики: Временное сопротивление разрыву σв = 500-570 МПа Предел ...
Расчет массы рамы стенда для обкатки двигателей внутреннего сгорания
Рама стенда является сварной конструкцией и состоит из различных составных элементов, массу которых будем находить по отдельности: Балка поперечная (швеллер № 14), 3 штуки: m1 = 1,070 · 3 · 12,3 = 39,483 кг Балка продольная (швеллер № 16), 2 штуки: m2 = 3,740 · 2 · 14,2 = 106,216 кг Плита: m3 = 0,8 ...
Главное Меню
- Главная
- Транспорт и туризм
- История развития кораблестроения
- Транспортная травма
- История спортивного автомобилестроения
- Двигатель автомобиля
- Пассажирские перевозки
- Информация