Выбор и обоснование принятого метода и восстановление деталей и узлов сборочной единицы
рама пассажирская тележка ремонт
4.1. Перед ремонтом все балки рам, их сварные соединения очищают от загрязнений, разрушившегося лакокрасочного покрытия, ржавчины и подвергают контролю их техническое состояние.
Степень поражения коррозией определяют измерением толщины металла балок рам толщиномером или засверловкой отверстий диаметром 8-10 мм в наиболее пораженном месте, а также сравнением результатов замера с чертежными размерами.
Металлические части рам, поврежденные коррозией не более 20% площади поперечного сечения можно не ремонтировать при условии, что отдельные их стенки и полки повреждены коррозией не более 1/3 номинальной толщины.
4.2. Прогибы балок рам выправляют с применением стендов, домкратов, прессов и растяжек с предварительным местным подогревом деформированного участка при помощи форсунок, работающих на газе или жидком топливе. Например, для правки уширений хребтовой балки в месте установки поглощающего аппарата можно применить гидропресс (рис. 4.1), разработанный ПКТБ.ЦТВР.МПС.
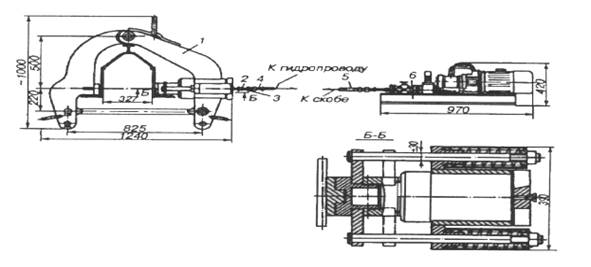
Рис. 4.1. Пресс гидравлический
Мостовым краном устанавливают скобу в месте повреждения хребтовой балки и с помощью разъемной муфты подключают к гидроприводу. Включают гидропривод и производят правку деформированной балки, а затем, передвинув скобу на новое место, повторяют процесс правки.
Прогибы концевых и промежуточных балок рам допускаются в горизонтальной плоскости не более 15 мм, а в вертикальной плоскости – не более 15 мм.
При ремонте трещин в балках рам, ранее отремонтированных правкой, усиливающие накладки ставят на заклепках. Протертости хребтовой балки в месте установки поглощающего аппарата более 5 мм ремонтируют постановкой усиливающих накладок толщиной 8-10 мм. такую же накладку следует установить после заварки трещины 1 в консольной части рамы (рис.4.2) при условии расположения трещины не ближе 200 мм от шкворневой балки.
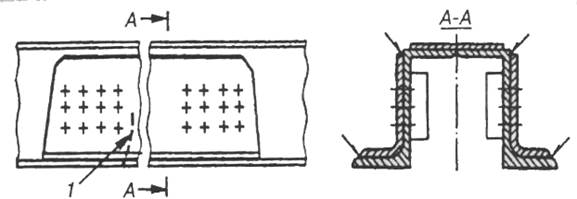
Рис.4.2. Хребтовая балка, отремонтированная накладками в месте расположения упорных угольников
Изношенные поверхности пятников ремонтируют наплавкой, если глубина износа не превышает 10 мм.
4.3. Трещины ремонтируют после устранения прогибов рам. Сквозные трещины необходимо засверлить по концам диаметром сверла 6-12 мм, несквозные трещины разделывают так, чтобы длина разделки превышала длину трещины на 15-20 мм с каждой стороны. Далее трещину вырубают на всю глубину залегания под углом 60-650. Разделку можно производить рубкой, фрезерованием, электродуговой или кислородной резкой. После заварки трещины ремонтируемое место необходимо усилить постановкой накладок. Плоские накладки устанавливают на продольные трещины, угловые накладки на поперечные, а если трещина переходит с горизонтальной полки на вертикальную, то устанавливают кортнообразную накладку (рис.4.3, б). Толщина односторонней накладки должна быть в пределах 0,8-1 толщины основного металла, а двухсторонней – не менее половины.
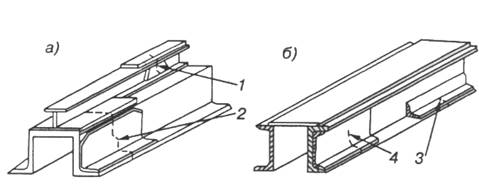
Рис. 4.3. Хребтовые балки с трещинами и изломами, отремонтированные заваркой с постановкой накладок
При ремонте хребтовой балки полувагона разрешается заварка 1 (рис. 4.3, а) двутавра с постановкой плоских усиливающих накладок, а также частичная замена двутавра вставками длиной не менее 1000 мм. Трещины 2 длиной менее 2/3 периметра сечения основных элементов хребтовых балок ремонтируются заваркой с усилением накладками.
На концевой балке рамы разрешается:
- заварка не более двух трещин и одного излома в любом месте балки с постановкой накладок при капитальном ремонте и не более трех трещин и одного излома – при деповском;
- полная или частичная замена нижнего и верхнего листа с усилением накладками;
- замена части профильной штампованной балки с усилением накладками;
- устанавливать усиливающую накладку над ударной розеткой рамы полувагона так, чтобы накладка располагалась симметрично относительно оси вагона.
На шкворневых и промежуточных балках разрешается заварка трещин 1 и изломов вертикальных листов с постановкой накладок 2 (рис.4.4, а). Трещину и излом нижнего листа шкворневой балки заваривают с постановкой усиливающей накладки, если расстояние от хребтовой балки до начала трещины или излома не менее 100 мм (рис. 4.4, б).
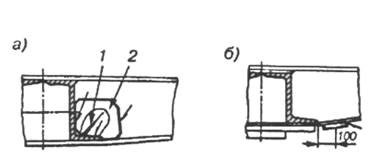
Рис.4.4.
Еще о транспорте:
Принятие решения на вылет
Для выполнения полёта по ПВП командир ВС принимает решение на вылет при следующих условиях: - на аэродромах вылета, назначения и запасных фактическая погода соответствует минимуму командира ВС и не ниже предусмотренной для полётов по ПВП; - практическая видимость и высота нижней границы облаков по ...
Первый этап компоновки редуктора
Вычерчиваем внутреннюю стенку корпуса а) Принимаем зазор между торцом шестерни и внутренней стенкой корпуса мм. Принимаем =10 мм б) Принимаем зазор от окружностей вершин зубьев колеса до внутренней стенки корпуса мм б) Принимаем расстояние между наружным диаметром подшипника ведущего вала и внутрен ...
Разработка организационно - технических мероприятий по повышению
эффективности работы станции
Расчет эффективности. Определяем экономию эксплуатационных расходов на станции от увеличения производительности маневрового локомотива на 20% и уменьшения простоя вагонов на 5%. 1) Определяем экономию эксплуатационных расходов от увеличения производительности маневрового локомотива: (ваг/локчас) ( ...
Главное Меню
- Главная
- Транспорт и туризм
- История развития кораблестроения
- Транспортная травма
- История спортивного автомобилестроения
- Двигатель автомобиля
- Пассажирские перевозки
- Информация