Разборка технологического процесса и технологии ремонта рамы тележки ТВЗ-ЦНИИ-М
5.1. Рамы ремонтируют на стенде-кантователе (рис.5.1). Применение стендов позволяет механизировать операции подъема и поворота рам, что облегчает обнаружение неисправной и дает возможность производить сварочные работы в положении, удобном для наложения сварочных швов. Стенд смонтирован на базе двух электродомкратов 7. На них размещены подвижная 8 и неподвижная 1 консоли с вращающимися траверсами 4 и 5. Неподвижная консоль оборудована механизмом поворота рамы, который состоит из электродвигателя 2 и червячного редуктора 3. На подвижной консоли размещен ползун 6. раму тележки можно устанавливать в траверсы и поворачивать для осмотра и ремонта на 3600. Выявленные при осмотре ослабления сварочных швов балок рам вырубают до основного металла и восстанавливают электросваркой. Прогибы балок рам до 10 мм в вертикальной и горизонтальной плоскостях разрешается оставлять без исправления. Разрешается ремонтировать трещину, расположенную в одной из плоскостей продольной балки. Трещину необходимо разделить по всей длине, заварить, зачистить сварочный шов заподлицо с основным металлом и установить усиливающую накладку толщиной 8-15 мм, перекрывающую трещину на 100 мм с каждой стороны. Накладка должна быть приварена обратно ступенчатым способом.
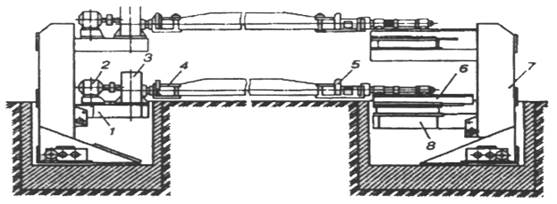
Рис.5.1. Стенд-кантователь для ремонта рам тележек
На раме проверяют правильность расположения кронштейнов подвесок тормозной передачи, а также состояние и сопротивление изоляции электропроводки устройств контроля температуры букс. Проводка подлежит замене, если сопротивление изоляции менее 0,5 Мом.
5.2. Шпинтоны должны быть очищены, осмотрены, обмеры, неисправные сняты для ремонта или замены. Шпинтоны с износом цилиндрической поверхности более 4 мм по диаметру необходимо восстановить наплавкой с последующей обработкой на токарных станках.
Износ шпинтонов происходит особенно быстро при нарушении плотности гайки и тарельчатой пружины, при этом втулка шпинтона перемещается по цилиндрической поверхности, вызывая износ как самой поверхности, так и заплечиков. Для контроля износа заплечиков необходимо измерить расстояние от привалочной поверхности до заплечика (рис.5.2). Шпинтоны, имеющие расстояние менее 162 мм против чертежного 166±1 мм или менее 166 мм против чертежного 169±1 мм, следует снимать для ремонта наплавкой с последующей механической обработкой.
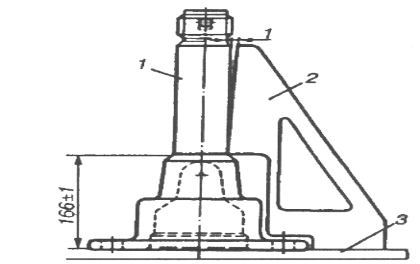
Рис.5.2. Схема проверки перпендикулярности шпинтона относительно опорной плоскости
Правильное расположение шпинтонов на раме оказывает существенное влияние на безаварийную работу не только рессорного подвешивания, но и колесных пар и букс. Поэтому после установки отремонтированных шпинтонов на раму проверяют их расположение.
5.3. Детали центрального рессорного подвешивания не должны иметь задиров и выкрашивания металла на трущихся поверхностях. Величину износа деталей подвески необходимо измерить и отремонтировать наплавкой. Перед наплавкой детали до подвесок должны быть подогреты до 2500С-3000С.
Поводки должны быть разобраны и тщательно осмотрены. Просевшие по толщине более 5 мм заменяют.
Надрессорные балки с трещинами в сварных швах по основному металлу и в местах крепления кронштейнов поводков и гидравлических гасителей, а также с трещинами и изломами кронштейнов ремонтируют сваркой. Втулки кронштейнов для крепления гасителей колебаний с износом более 2 мм заменяют.
Еще о транспорте:
Определение продолжительности «окна» по замене рельсошпальной решетки
Согласно учетной схеме продолжительность «окна» по замене рельсошпальной решетки Ток определяется, мин: Ток=tраз+ tу.п.+tсв, (2.1) Где tраз-время на развертывание работ (время от начала «окна» до начала работы укладочного поезда), мин; tу.п. – время на укладку новой рельсошпальной решетки, мин; tсв ...
Корректирование трудоемкости технического обслуживания
Корректирование трудоемкости ТО-1: tTO-1 = tTO-1н · К2 · К5, где tTO-1н – нормативная трудоемкость ТО-1, tTO-1н = 7,5 чел.-ч; К5 – коэффициент корректирования нормативов трудоемкости ТО и ТР в зависимости от количества обслуживаемых и ремонтируемых автомобилей на АТП и количества технологически сов ...
Основные общие расходы для всех отраслей хозяйства
К основным общим расходам для всех управлений хозяйства станции относят расходы на дополнительную зарплату, на социальные нужды, скидку на форменную одежду, выдаваемую производственным работникам в соответствии с законодательством бесплатно или с частичной оплатой. Затраты по охране труда работнико ...
Главное Меню
- Главная
- Транспорт и туризм
- История развития кораблестроения
- Транспортная травма
- История спортивного автомобилестроения
- Двигатель автомобиля
- Пассажирские перевозки
- Информация