Анализ повреждаемости тележек грузовых вагонов
Анализ данных отцепок вагонов в текущий неплановый ремонт показывает, что около 12 % вагонов поступают с отказами сборочных единиц тележек.
Нагрузки, действующие на тележки, носят случайный характер и зависят от полезной нагрузки, скорости движения, состояния пути и ряда других факторов. Поэтому и отказы также носят случайный характер.
Все дефекты боковых рам тележек можно разбить на две основные группы: дефекты усталостного происхождения и износы трущихся поверхностей.
Характерное расположение всех этих дефектов представлено на рис. 2.1.
Продольные трещины 3 в зонах сопряжения надбуксовой полки с вертикальной стенкой двутавра образуются в основном из-за наличия скрытых дефектов литейного происхождения — рыхлот, усадочных раковин.
Трещины 2, 4, 7 носят усталостный характер. Трещины 2 зарождаются в углах буксового проема. Причем, если на внешний угол приходится 46 % всех усталостных разрушений, то на внутренний угол буксового проема приходится уже 34 % всех трещин по раме. Любой угол является зоной концентрации напряжений, они трудны для качественной формовки и заливки при изготовлении боковых рам и с учетом того, что зона буксового проема неподрессоренной боковой рамы является наиболее нагруженной зоной рамы, поэтому здесь и возникают наиболее часто усталостные разрушения. Кроме того, причиной образования трещин в зоне наружного угла буксового проема могут быть продольные силы, возникающие при торможении вагона горочными замедлителями и при соударении вагонов с повышенными скоростями.
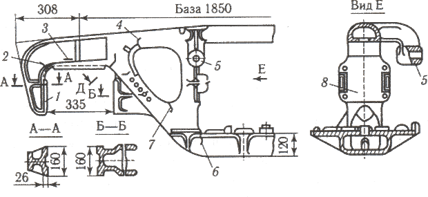
Рис. 2.1. Дефекты боковых рам
В наклонных поясах боковой рамы, которые представляют собой незамкнутые оболочки, трещины 7, 4 обычно зарождаются от внутренних буртов сечения.
Трещина 6 в углу рессорного проема начинается от залива окна или от ребра жесткости. Трещины такого типа появляются в результате действия на нижний пояс боковой рамы усилий от пружин, которые приводят к раскрытию угла рессорного проема.
Трещины 2, 4, 7 являются поперечными трещинами, угрожают безопасности движения и поэтому боковые рамы с такими дефектами не восстанавливаются, а подлежат выбраковке.
Выявляются трещины в эксплуатации визуально, а при плановых ремонтах методами цветной, вихретоковой или феррозондовой дефектоскопии.
Другой большой группой дефектов боковых рам являются износы трущихся поверхностей. Износ поверхностей направляющих букс 1 происходит от взаимодействия с корпусом буксы. Эти износы влияют на зазоры между боковой рамой и корпусом буксы.
Отклонения величин зазоров в эксплуатации существенно отражаются на изменении геометрии тележек в горизонтальной плоскости, что приводит к интенсификации извилистого движения, росту рамных усилий и горизонтальных ускорений кузова, увеличению перекосов и углов набегания колесных пар по кругу катания и гребню, а также заклиниванию и разрушениям роликовых подшипников.
Чтобы не допустить этих недостатков при ремонте, производится измерение ширины буксового проема (рис. 2.2), который при выпуске из деповского ремонта должен быть не более 342 мм (при капитальном соответствовать чертежным размерам). Этот размер определяется специальным шаблоном.
До постановки фрикционных планок проверяется расстояние между стенками проема боковины и наружными челюстями буксовых проемов (размеры Н1 и Н2) штангенциркулем базового размера. Разница между ними не должна превышать 3 мм при деповском ремонте и 2 мм при капитальном. При большей разнице соответствующие буксовые челюсти подвергают наплавке с последующей механической обработкой.
Износ каждой из направляющих челюстей по ширине допускается не более 4 мм при деповском ремонте. При больших износах производится восстановление наплавкой с последующей механической обработкой. При капитальном ремонте износы не допускаются, и производится восстановление до размеров новой боковой рамы.
Еще о транспорте:
Определение нормы вагонов работы парка на станции
,ваг., где, - суточное прибытие вагонов на станции, соответственно без переработки, транзитных с переработкой. - средний простой вагонов на станции, соответственно местных, транзитных без переработки, транзитных с переработкой. ==187.47 ваг. Коэффициент использования маневровых локомотивов Таблица ...
Расчет деталей газораспределительного механизма
Механизм газораспределения предназначен для своевременного впуска в цилиндр двигателя воздуха и для выпуска отработавших газов. Для лучшего наполнения и обеспечения очистки цилиндров двигателя впускные и выпускные клапаны открываются и закрываются не при положениях поршня в мертвых точках, а с неко ...
Назначение масляного насоса, его виды
В самом общем виде система смазывания включает в себя: - картер. Именно в картере расположено вместилище смазочного масла; - масляный фильтр; - систему каналов; - масляный насос; - датчики; - система вентиляции картера. Для нагнетания масла в магистральные каналы и подачи его под давлением к трущим ...
Главное Меню
- Главная
- Транспорт и туризм
- История развития кораблестроения
- Транспортная травма
- История спортивного автомобилестроения
- Двигатель автомобиля
- Пассажирские перевозки
- Информация